???? ?? 北京永成興業鋼結構有限公司歡迎您!

一.鋼結構工程管理重點
鋼結構以它綠色環保、工廠化生產、使用空間大等優點越來越受到投資者的青睞。
在施工方面,鋼結構在工廠制成構件運至現場,因此構件吊裝、測量校正、焊接時間比鋼筋砼施工時間短,施工人員比鋼筋混凝土結構少。
在施工管理方面,鋼結構需要較長的準備時間,大型鋼結構施工應從工程開工前一個月左右進行詳圖深化設計、鋼材采購、工廠加工等工作,才能確保鋼構件連續進場吊裝。
詳圖深化設計、鋼材采購、工廠加工、現場安裝焊接等各個關鍵環節必須統一管理,與土建、機電設備、內裝修、外裝修幕墻等專業密切配合。
由于鋼結構工程本身的技術復雜,因此在總承包項目經理部內設立鋼結構部,全部人員均為具備多年鋼結構施工管理經驗的專業人員,熟悉多層鋼結構工程施工技術要求和施工管理流程。將鋼結構管理融入項目統一管理有利于總承包項目經理部對土建、鋼結構、機電設備、裝修各專業協調管理。因此,詳圖深化設計、加工詳圖設計、鋼材采購、工廠加工、現場安裝焊接等管理是工程總承包管理的重點。
二.進度保證措施
為確保鋼結構施工總體進度計劃順利實現,總承包方應從現場日進度計劃管理、深化設計工作質量、鋼材供應采購、鋼結構制作分承包方選擇、制作廠監管、現場堆放場地調配、進料計劃管理等方面進行綜合管理,為此我司制定了以下措施:
1.本工程將成立鋼結構部,主持鋼結構深化設計、加工詳圖設計、主要材料采購、制作廠選擇、制作廠監管、現場安裝進料計劃制定、場地協調等工作,從而實現鋼結構施工進度計劃的統一管理。
鋼結構部的人員應熟悉鋼結構及鋼管結構,具備多年的鋼結構工程施工管理經驗。
2.鋼結構深化設計能力和速度直接影響鋼材采購訂貨時間,因此鋼結構深化設計我司將選派具備10年以上鋼結構設計經驗的一級鋼結構注冊設計師主持該項工作,從而能夠與原設計院和設計人員建立良好的溝通能力。在最短的時間內完成深化設計是鋼材定尺采購的關鍵。
3.鋼結構加工廠從設備能力、人員能力、質量控制能力、生產管理能力、資金調配能力等各方面滿足工程需要,確保構件按計劃時間運到現場。
三.鋼結構制作技術重點分析
(一)施工重點與難點
1. 弧型箱型鋼梁為屋面結構重要受力桿件,桿件自身節點位置分支較多,在焊接過程中易產生角變形、扭曲變形、局部或整體變形,若焊接變形得不到有效控制,將會直接導致構件的外形尺寸精度嚴重超差,構件質量就達不到設計、規范要求,將會給現場安裝帶來相當的施工難度。
2. H型鋼由于翼緣寬,且板厚為10-20mm,若采用埋弧自動焊焊接,則焊接位置不易操作,而且易產生焊接變形,因此該項結構的焊接是本工程的重點。
3.柱頂支撐節點均為管-管相貫結構,管的切割下料精度及切口尺寸形狀的精度是保證相貫焊接質量關鍵,因此鋼管的相貫線切割是本工程的重點。
(二)針對本工程鋼結構制作重點的技術措施
1.對于箱型鋼梁,為防止變形采用臥式焊接并選擇合理的焊接工藝,采用同時、對稱的施焊順序進行焊接。
2.對于寬翼緣H型鋼,采用CO2氣體保護焊進行焊接,可減少焊接變形,保證其焊接質量。CO2焊的特點在于熔深大,焊接熱影響區小,熔敷效率高,適于全位置焊接,生產可實現自動化/半自動化,焊接質量高,生產率高,相對成本低。
3.在相貫線數控切割機上進行切割,可保證其切割精度。其工藝過程是在計算機建模后,在該設備上直接切割下料,不僅切割精度高,而且速度快。
(三)重點工藝的控制
A.箱型構件的加工
1.加工工藝流程
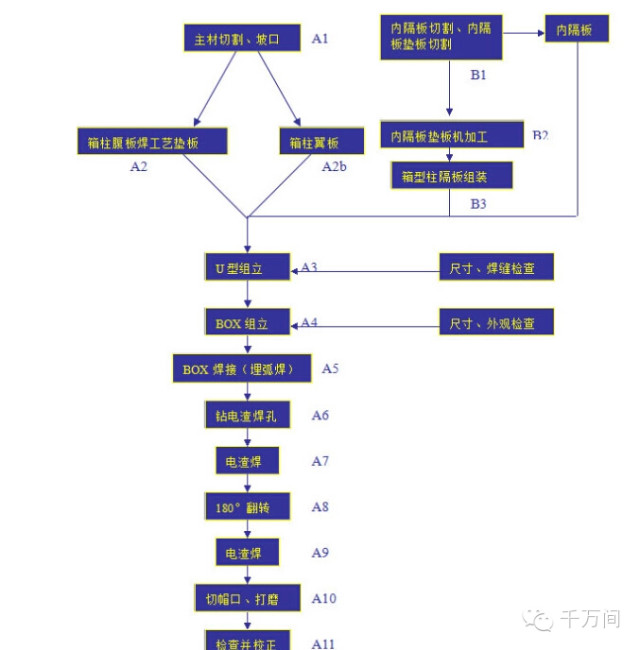
2.精度保證方法
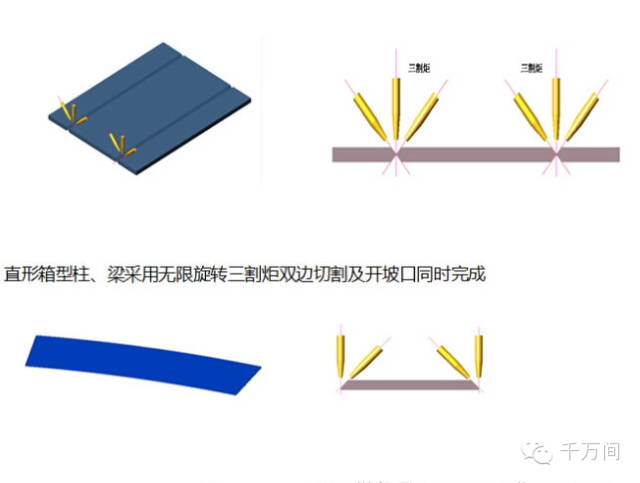
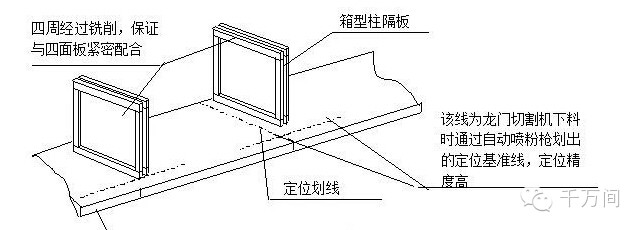
2.1箱型柱、梁面板下料時應考慮到焊接收縮余量及后道工序中的端面銑的機加工余量。
直形箱型柱、梁采用德國進口的ESAB 數控切割機進行保證。并采用兩個旋轉三割炬同時切割,保證鋼板兩邊收熱均等,不產生旁彎和變形。數控控制精度如上表,遠遠高于規范要求。
弧形箱型梁先在鋼板上劃弧線,然后采用半自動軌道切割機下料,能夠滿足規范要求。
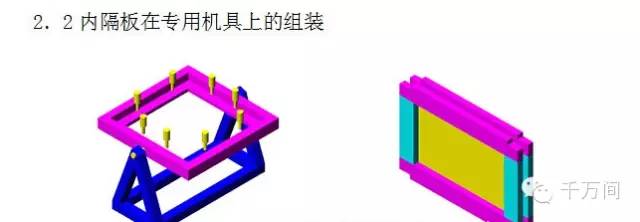
說明: 上面左圖為箱型柱隔板組裝設備,工作平臺的尺寸可根據工件的大小進行調節(圖中未顯示)。上面為8只鎖緊氣缸。
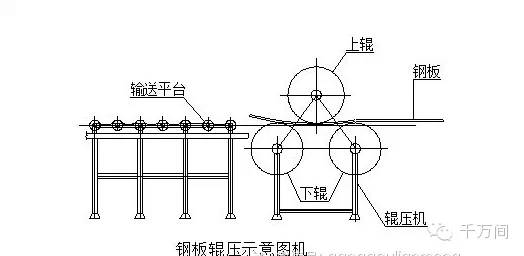
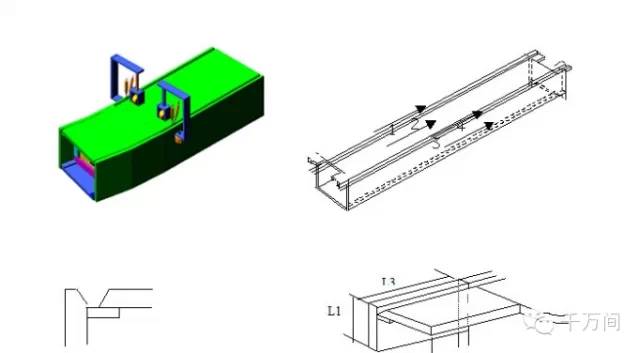
2.3弧形梁腹板必須事先采用棍壓機棍壓成所需要的弧形。如上圖所示
2.4然后將箱型柱的兩塊翼板置于滾道上,使三塊箱型柱面板的一端頭平齊再次用油缸進行夾緊,最后將隔板、腹板、翼板進行定位焊,保證定位焊的可靠性
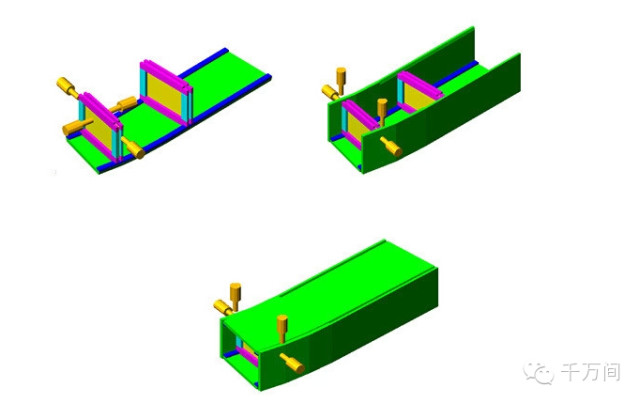
2.5為減小焊接變形,采用兩側焊縫同時焊的焊接工藝。
3.焊接質量保證措施
采用合理的焊接工藝。
3.1 雙面坡口時宜采用兩側對稱多道次施焊,避免收縮應變集中。
3.2 采用適當小的熱輸入多層焊接,以減小收縮應變。
3.3 箱形柱角接接頭,當板厚較大,側板板邊火焰切割面宜磨(或刨)去由熱切割產生的硬化層組織。
3.4 采用低氫、超低氫焊條或氣體保護焊方法。
3.5 采用或提高預熱溫度施焊,以降低冷卻速度,改善接頭區組織韌性,但采用的預熱溫度較高時易使收縮應變增大。
3.6采用焊后消氫熱處理加速氫的擴散,防止產生裂紋。
B.支撐多支節點的相貫連接
本工程部分節點為枝狀構造,多根桿件交匯一點的現象較為普遍,這對加工中桿件的下
料、組對、焊接變形的控制都提出了較高要求。
1.典型節點形式
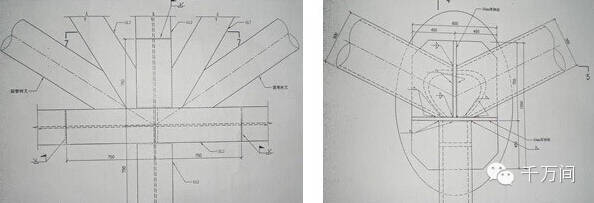
2.精度保證措施
由于大型鋼結構部分空間箱型構件節點形式為相貫線構造,因此相貫線節點的制造精度為本工程的一大重點,因此,相貫線的加工制造要選用精度較高的加工設備,進行多種設備詳細比較后擬采用進口六維相貫線切割機,最大限度的滿足加工精度要求,該設備具有火焰和等離子切割兩種方式,能夠切割直徑50mm-800mm的各種管件接頭,并同時開好焊接剖口。

四.鋼結構安裝技術重點分析
大型鋼結構施工難點在屋面的空間鋼結構體系的施工。因此,結構的空間定位精度決定了整個屋面體系的現場安裝精度和安裝后的結構受力均勻狀況,對整個結構體系的安全性至為重要。因此,我們在弧形屋面梁安裝的過程中建立空間三維坐標體系,使用全站儀全程跟蹤測量弧形構件的空間定位,由2臺電子經緯儀完成最終的精確定位,確保安裝精度。
北京永成興業鋼結構有限公司始建于2003年5月,是一家集鋼結構彩板設計、加工、安裝服務為一體的股份制企業,公司總部位于北京順義區龍灣屯鎮柳莊戶工業開發區,總公司占地60余畝。 北京永成興業鋼結構有限公司總資產達1億...
服務熱線
13911793103
服務熱線
13811755839
